
|
Program |
Keterangan |
|
M6 T1 ; |
Pemanggilan Pahat/Tool no. 1 |
|
M3 S1500 ; |
Putaran Spindle searah jarum jam, dengan kecepatan 1500 rpm |
|
G98 ; |
Menentukan kecepatan pemakanan / feedrate: mm/menit |
|
G0 X26. Z5. ; |
Memposisikan tool pada titik awal |
|
G71 U0.8 R1. ; |
- Siklus Roughing bubut luar, dengan kedalaman pemakanan 0.8 mm - Jarak Retract/gerakan mundur pahat setelah penyayatan: 1 mm |
|
G71 P1 Q2 U0.2 W0.2 F400 ; |
- P1: awal sub program, P2: akhir sub program - U0.2: ukuran yang disisakan pada sumbu X untuk proses finishing,
0.2 mm - W0.2: ukuran yang disisakan pada sumbu Z untuk proses finishing,
0.2 mm - Feedrate: 400 mm/menit |
|
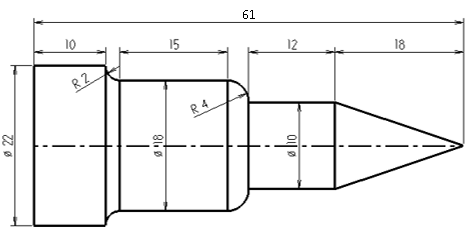
N1 G1 X0. Z0. ; |
Gerakan penyatan lurus menuju X0. Z0. (awal sub program) |
|
G1 X10. Z-18. ; |
Gerakan penyatan miring menuju X10. Z-18. |
|
G1 Z-30. ; |
Gerakan penyatan lurus menuju Z-30. |
|
G2 X18. Z-34. R4. ; |
Gerakan penyatan melingkar searah jarum jam dengan R4. |
|
G1 Z-49. ; |
Gerakan penyatan lurus menuju Z-30. |
|
G3 X22. Z-51. R2. ; |
Gerakan penyatan melingkar berlawanan arah jarum jam dengan R2. |
|
N2 G1 Z-61. ; |
Gerakan penyatan lurus menuju Z-61. (akhir sub program) |
|
G28 U0. W0. ; |
Zero Return (Home Position) |
|
M6 T2 ; |
Pemanggilan Tool no. 2 |
|
G70 P1 Q2 ; |
Siklus Finishing |
|
G28 U0. W0. ; |
Zero Return (Home Position) |
|
M30 ; |
Program berakhir |

 |
| [AR] Pahat Roughing |
 |
| [AR] Pahat Finishing |
 |
| [AR] Pahat Ulir Dalam |
No comments:
Post a Comment